
5S is the name of a workplace organization methodology that uses a list of five Japanese words: seiri, seiton, seiso, seiketsu, and shitsuke to describe the steps taken to achieve greater efficiency.
Transliterated or translated into English, they still all start with the letter "S".
The five words have further been translated into the Viet Namese words that also starting with “S”.
The 5 Steps in 5S implementation
S1
S2
S3
S4
S5
Seiri
Seiton
Seiso
Seiketsu
Shitsuki
Sort
Set in Order
Shine
Standardise
Sustain
Sàng lọc
Sắp xếp
Sạch sẽ
Săn sóc
Sẵn sàng
You may want to call this methodolgy 6S and include Safety. I see no need to as I emphasise Safety at every step of the process.
As 5S is mainly used in production facilities and factories can be some of the dirties workplaces to be employed, many people see 5S purely as a cleaning exercise. Let me dissuade you of that notion now, 5S is much, much more than a cleaning exercise.
It commences with us asking ourselves “how all things can be improved” to provide us with “greater efficiency, in a better working environment with all the correct tools that the employees need”
5S
is
Continuous Improvement
It is vital that Continuous Improvement is part of all business owners business strategy. When starting a business it should be in your business plan, in should be shown in applications for loans from the lenders, it should have its own budget allocated to it.
Planning and implementing for Continuous Improvement will assist you in striving to provide a non-stop increase in value to your customers.
Continuous Improvement will require total employee involvement as all employees will be involved in the reduction of waste and all of those costs that are associated with waste.
“Rest assured, you need to talk to all your employees, the best information you receive will come from the cleaners and fork lift drivers.”
“Continuous Improvement is not about the things you do well – that’s work. Continuous Improvement is about removing the things that get in the way of your work. The headaches, the things that slow you down, that’s what Continuous Improvement is all about”
Waste
Have a think to yourself about what you consider to be the five biggest contributors to waste in a production facility?
Now that you have thought about that, I will say that the majority of businesses that can derive great benefit from a 5S implementation are successful companies. These companies have grown quickly and during the growth spurt of the business were keeping up with the extra questions being thrown at them and demand from customers. Decisions were made on the fly.
Where should that new piece of equipment should be placed? Where can we store the sprockets for this next “one and only order” the sprockets that we are still using in production 7 years later.
As the number of employees grows, places need to found for water fountains, lockers and of course, extra tools and equipment for them to use in production.
If the business maintains momentum and orders and profits continue to grow, the need to reassess where that piece of equipment was situated or can we find a better space to store the sprockets takes a back seat to the day to day management of the business which is getting them orders.
Waste - Needless Walking
In my experience, the biggest waste of productive time in any workplace is time spent walking excess steps that with a bit of thought could be less in number and more efficient to take.
Firstly, we want to look at the most common functions before the functions that are harder to spot. They are,
Are the toilets placed in the most easy to reach location by the majority of workforce? Remember this point when you are initiating S2 as you cannot readily relocate the toilet blocks.
Are the lunch rooms/rest areas placed in the most easily to reach location by the majority of workforce location? Again, S2.
Look at where workers collect their tools and other equipment they require for their daily duties. Are they collecting all the requirements at the first attempt? Return trips are wasted time.
Are fork lifts and pallet jack drivers able to deliver their goods to the most desirable area? Are workers required to hand carry product that have been delivered by fork lifts and pallet jacks to another area? Has the person using the pallet jack been trained in its efficient use?
The above four bulleted points will just be the start of your journey in eliminating waste through unecessary walking via Continous Improvement. You will need to use your own eyes at this point, your eyes or the eyes of your most senior manager.
While you are looking for incidents of needless walking, keep your eyes open for aimless walking. Aimless walking is for having a recreational walk on a Sunday afternoon, not the workplace. While we are not looking at employee’s at this point, I can assure you that Aimless Andy will keep featuring in your observations.
Waste - Searching for Equipment
Ranking not far after needless walking comes time wasted searching for tools and equipment.
Once your employee gets to the tool room, a tool room that will soon be moved to a location that is more efficient to access, we need to look to see if the tools used each day are efficiently stored.
Are the tools and other equipment kept in locked tool boxes or cupboards? Is time wasted continually locking and unlocking, opening and closing these tool boxes or cabinets.
Are the tools in a manner that each tool is easy to locate or are people wasting tiime searching for their tools and equipment?
Are the tools and other equipment organised so that everything the employee will use for one function be quickly collected and taken away per job or shift? When they are returned can they be easily replaced where they belong and is that place the same place they collected them from?
Do you have store keeper that can prepare each workers daily requirements, record what tool or piece of equipment has been issued to whom and when it is due to be returned.
Do you have store keeper that can record when each tool or piece of equipment is returned and more importantly follow up when tools and equipment are returned that they stored efficiently?
Most importantly is there are system or person nominated to follow up effectively when tools and equipment are not returned?
Once again, the bulleted points are just an indication of what to keep your eyes open for. Each industry will have its own foibles and quirks to look for. You as the business owner know you industry and workplace best. Or do you?
One just for me. Pick a place where you will leave your reading glasses aand use it even if it’s out of your immediate area. You will save time when you are looking for them five minutes later.

Photo by Jocelyn Morales on Unsplash
Waste - Excessive Inventory
From A to Z, excessive inventory is a waste and is a waste that we can and do measure. That’s right, excessive inventory is a waste that intrudes upon your administrative functions as well as the factory floor. We then are wasting more man power hours by having to continually count and record this waste. This is the reason Fire Sales were such a popular occurence in the past. I suppose they still have them now, just called something else.
Every aspect of your operations are at some stage a perfect example of excess waste.
Raw Materials, tools, machines, packing materials, ancilliaries, finished product, the motor pool, staff and workers, all will be in numbers larger than required at some point.
Excessive inventory does not always have a financial cost in the first instance but before we know it, it are costing us, dealing in storage and administrations costs. I was at a export packing and shipping facility one day and was amazed by seeing carton boxes covering an area of about 200m2 in the product dispatch facility, a facility I would call the export warehouse. I chatted with the manager taking me around the premises and he turned beet red when I asked if they had a large order about to be packed and shipped.
It turned out that these carton boxes were excess inventory and a combination of occurrences meant that he could not get them removed. What happened was that the carton box manufacturer had decided that as this company was a good customer, each time cartons were ordered they would produce and give them an additional 2% of the quantity ordered, Free of Charge. This was great at the start of the companies expanded operations but as the workers improved their skills and acumen, there was less and less need for any extra cartons, and nowhere near 2%.
The instance of the 2% extra being delivered continued for quite a while as the Purchase Department thought they were the best ever negotiators getting all these extra’s “free”.
I asked the Warehouse Manager how many carton boxes he had stored as excess inventory and again he looked like he had embarassed himself. As they were “free” they were not invoiced for and as they were not invoiced for, no-one had kept a count of them. It wasn’t as simple as counting 2% of what had been ordered as in earlier days they had used some, some had been used for other purposes and some had been removed as the rodents had got to them. The Accountants wouldn’t count them as according to them they were not there and if they were they had zero value and the company owner was of a mind to throw away nothing, “you never know.....” etc., I bet hisfridge still has the stickers on it!
Recycle them with the people who supplied them?
The upshot was that this “free” item was costing money by taking up usable floor space, creating a fire hazard and giving everyone a head ache and an adminisitrative cost.
“Time waste is different from material waste in that there can be no salvage. The easiest of all wastes and the hardest to correct is the waste of time, because wasted time does not litter the floor like wasted material”
More than likely more on Henry elsewhere.
Waste - Operations best suited elsewhere
Ever seen someone welding near where the rags and thinners are kept? Ever seen quality controllers doing their inspections in the dimmest part of a factory floor?
I reckon you have seen this and more. I saw hospital staff using a chair to take items from the top shelf of a set of storage racks. In Australia. Lucky they were not far away from Casualty. It’s just easier sometimes to go ahead and do what you to do and do it wherever you are.
But it is not good for efficiency or productivity. It can lead to poor quality of work, it can lead to injury to your workers or worst of all, it can cause major damage to your facilities.
Workers become familiar very quickly with habits. If It worked and if I got away with it once then why not do it again is an attitude you probably have hourly but never when you’re around. Make sure you look very closely when you are checking out your facilities for this type of waste.
TIP!
No, Trigger has not invaded the 5S section. This is a tip I was given about 15 years ago and it works. If you, a member of your family but most importantly in an efficiency writing, your workforce, has a new habit that has to be learned, piggyback it on to an existing procedure that occurs daily and at a similar time.
Once you remind yourself that you put on your shoes after you put on your socks on just a few occasions, it will become second nature. Use it.
Waste - Excess Bending, Twisting & Turning
When you walk around your facilities, take a close look for workers who appear they would be more at home in an aerobics class than the factory floor. As an added concern, look for workers not lifting corectly and not working safely.
Let’s look at the scenario I came across in the factory producing furniture and how two simple steps increased the output on this particular production line by 30% and had the additional bonus of decreasing absenteeism through employees taking a lot less medical leave.
In the image on the left, after our GEMBA walk, note taking and discussions, we met with the workers and learned that the delivering of components to the drill operator on one trolley and after the operator performed his function placing the components he had completed work on to the same trolley, contributed to,
• The operators output was decreasing throughout the shift as he fatigued from continuously, twisting, turning and bending to collect and return the components to be worked on. They tired badly.
• Workers on this line took more sick leave than on any line in the production area. See above.
• The operator also had to move his trolley continuously as it had no brake on the wheels.
• The trolley continually moved into the clear way as it had no brakes on the wheels.
• If his completed output was needed further down the line, the trolley could not be moved as it still had components on the trolley with work to be performed on them.
• The next operator on the line had to waste more time as his access to the components was difficult due to it being on a bottom, semi enclosed shelf.
By simply providing each operator with an additional trolley all of the above problems were eliminated and output increased.
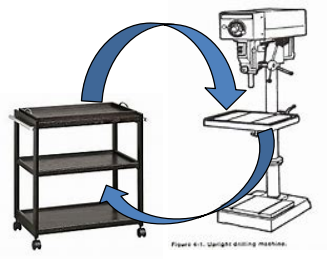
BEFORE

AFTER
The next step to further increase production that we advised was to purchase better designed trolleys and most importantly, move the clear way to behind the workers and this meant moving the workers opposite each (back to back) closer to each other. Finally, we advised the employer to hire an additional worker and have them responsible for moving the components from worker to worker rather than have each operator collect and move on the components. At times, the clear way for component movement was anything but clear.